
Vom Baumwollanbau bis zur fertigen Jeans
In diesem Artikel gebe ich einen Überblick über die Arbeitsschritte die notwendig sind, um eine Jeans zu produzieren:
Baumwollanbau: von der Saat bis zur Ernte und dem Entkernen
Garnherstellung: Verspinnen der einzelnen Fasern
Färben: für die meisten Jeans wird das Garn gefärbt, nicht die fertige Jeans
Stoffherstellung: Weben des Stoffes und anschließendes Sanforisieren
Entwurf: Entwurf des Schnitts, Design, Wahl von Stoff und Ausstattung
Musterherstellung: Testwaschung, Anpassung des Schnitts
Zuschnitt und Schneiderei: bei diesen Arbeitsschritten entsteht die Jeans
Veredlung und Wäscherei: Fadings, Aufhellungen, Haptik, Destroys
Endproduktion: Knöpfe und Nieten, Bügeln, Qualitätskontrolle, Verpackung
Baumwollanbau
Baumwolle ist ein mehrjährig wachsender Strauch, der für ein optimales Wachstum viel Licht, Wärme und Wasser benötigt. Als Ertragspflanze wird Baumwolle einjährig angebaut.
Aussaat und Wachstum
Zeitpunkt für Aussaat und Ernte sind von Anbauregion zu Anbauregion verschieden. In der Türkei erfolgt die Aussaat zum Beispiel meist im April und die Ernte im darauffolgenden Oktober. Wenn sich der Termin wegen zu kaltem Wetter (z.B. 2023) verzögert, kann auch noch im Juni gesät werden. In diesem Fall verwendet der Baumwollproduzent typischerweise ein anderes Saatgut als im Frühjahr. Saatguthersteller bieten verschiedene Samen mit unterschiedlichen Eigenschaften an. Bei einer späten Aussaat werden schnellwachsende Pflanzen verwendet.
Es gibt große Unterschiede beim Saatgut. Gentechnisch verändertes Saatgut verspricht die höchsten Erträge bei gleichzeitig geringem Einsatz von Pflanzenschutzmitteln. So gibt es mittlerweile genetisch veränderte Baumwollsorten, die den Einsatz von Roundup vertragen. Praktisch der Traum eines jeden Bauern. Allerdings ist der Anbau gentechnisch veränderter Pflanzen in einigen Ländern verboten. Zum Beispiel in der Türkei. Dort wird der Anbau von genmanipulierter Baumwolle strafrechtlich verfolgt.
Aber auch ohne Genmanipulation ist das Saatgut für die konventionelle Landwirtschaft meist behandelt. Diese “plastic seeds” sind mit einem Mantel aus Pflanzenschutzmitteln umgeben, um später in der Erde den jungen Keimling zu schützen. Eine sehr effiziente und “passgenaue” Technik, die in der Bio-Landwirtschaft jedoch unzulässig ist.




Während der Wachstumsphase bis zur Ernte müssen die Pflanzen mit Wasser versorgt werden. Die notwendige Wassermenge hängt von Bodenbeschaffenheit und Bewässerungstechnik ab. In den Anbaugebieten bei Izmir z.B. genügen teilweise drei Durchwässerungen, verteilt über die Vegetationsdauer.
Ernte
Der erzielbare Ertrag schwankt stark. In guten türkischen Anbaugebieten werden etwa 3.000kg bis 6.000kg Baumwolle pro Hektar (10.000qm) erwirtschaftet. Bei biologischer Landwirtschaft ist der Baumwollertrag geringer. Meine Informationen dazu schwanken stark. Je nach Informationsquelle beträgt dieser Minderertrag etwa 10% bis 30%. Dafür sind die Aufkaufpreise für Biobaumwolle höher als bei konventionell angebauter Baumwolle (in der Türkei etwa 10%).
Die Ernte der Baumwollkapseln erfolgt direkt auf dem Feld. In den meisten Ländern werden dafür Maschinen verwendet, da das manuelle Pflücken sehr arbeitsintensiv ist. Da in der Türkei ein Mindestlohn vorgegeben ist, kommt dort eine händische Pflückung nicht infrage. Der Hauptvorteil der manuellen Pflückung ist die höhere Qualität der geernteten Baumwolle. Der Vorteil der maschinellen Pflückung ist ihre Effizienz. So erntet der im Bild zu sehende Harvester ein 10.000qm großes Baumwollfeld in zwei Stunden ab.



Am hochwertigsten ist langfasrige Baumwolle, die von Hand gepflückt wurde. Als sehr gute Qualität gilt eine Faserlänge von 3cm und mehr. Für Jeans ist diese Qualität nicht nötig. Hier genügen meist Faserlängen von 2,5cm.
Trennen der Baumwollfasern von den Samen
Nach der Ernte trennt der Landwirt die Baumwollsamen von den Baumwollfasern. Dafür werden Ginning-Maschinen eingesetzt. Der Ertrag an Baumwollfaser nach dem Entkernen beträgt etwa 50% vom Erntegewicht.
Nach dem Ginning werden die von den Samen getrennten Baumwollfasern als sogenannter Lint in Ballen (cotton bales) konfektioniert. Ein Ballen wiegt 500 Pfund (227kg). Der Wert eines solchen Ballens hängt vom Weltmarktpreis ab. Im Juni 2023 betrug er etwa 375 USD.
Lint-Ballen können mehrere Jahre gelagert werden.
Die an den Samen haftenden sehr kurzen Fasern werden in einem gesonderten Prozessschritt entfernt. Diese “Linter” genannte minderwertige Faser ist für die Garnproduktion zu kurz. Linter wird deshalb meist in der Cellulose-Produktion verwendet. Dollar-Noten bestehen z.B. zu 75% aus Baumwolle. Außerdem ist Linter ein Rohstoff für die Produktion von Kunstfasern wie Lyocell, Modal und Viskose.
Pestizid-Rückstände vom Baumwollanbau auf dem fertigen Produkt
Mit Ausnahme von Raw Modellen werden alle Jeans am Ende des Produktionsprozesses gewaschen. Die Hauptgründe für diese Wäsche sind zwar das Vorwegnehmen des finalen Einlaufens der Jeans und die Design-motivierte Veredlung. Ein weiterer Effekt ist jedoch, dass die Reste der beim Baumwollanbau gegebenenfalls verwendeten Pflanzenschutzmittel ausgewaschen werden. Deshalb kannst du deine neue Jeans sofort nach dem Kauf (ungewaschen) tragen. Eine Einschränkung hierbei ist der Transportweg. Jeans, die in Asien produziert wurden, sind möglicherweise durch Fungizide belastet, um sie beim Transport zu schützen. Bei diesen empfehle ich eine Wäsche vor dem ersten Tragen. Also – am sichersten bist du mit Jeans dran, die in Europa aus Bio-Baumwolle produziert wurden.
Garnherstellung
Nach der Baumwollernte liegt der Rohstoff der allermeisten Jeans in Form einzelner, sehr feiner Baumwollfasern vor. Bei der Garnherstellung werden diese Baumwollfasern miteinander verdrillt, so dass ein langes Garn entsteht.
Im ersten Prozessschritt reinigt die Spinnerei die Baumwolle nochmal. Dabei werden die restlichen Verschmutzungen, z.B. Kapselreste, ausgesiebt. Die wichtigsten Spinn-Verfahren sind Ring Spun und Open End Spinning, wobei bei Jeans derzeit Ring Spun dominiert.
Ring Spun versus Open End
Beim Ring Spun (RS) Verfahren, der traditionellen Technik, entsteht ein vergleichsweise weiches Garn mit flacher Textur und etwas ungleichmäßiger Dicke. Beim Open End (OE) Spinning entsteht ein Garn mit unebener Textur und gleichmäßiger Dicke. Diese Unterschiede charakterisieren den späteren Jeans-Stoff: RS Garn ist ungleichmäßiger und weist ein gutes Fading-Verhalten auf. OE Garn ist gleichmäßiger und flacher. Das modernere Open End Spinning ist dabei etwa sechs- bis achtmal so schnell und produziert deshalb günstigere Stoffe als seine traditionelle Alternative. Außerdem fällt bei Open End weniger als halb soviel Abfall an wie bei RS [textileworld].
Trotz dieser prozesstechnischen Nachteile werden aktuell die meisten Jeansstoffe aus RS Garn hergestellt. Dies hat folgende Gründe:
– die Beimischung von Fremdfasern wie Elasthan und Stretch ist beim Ring Spinning sehr viel einfacher
– OS Garn ist etwa 10% bis 30% weniger reißfest als RS Garn.
– OS Garn nimmt beim Färben mehr Indigo auf als RS Garn, so dass Denims aus RS Garn schönere Fadings annehmen.
– RS Garn ist etwas weicher als OS Garn
Beimischung von Elasthan, Polyester, Leinen oder Hanf
Aktuell enthalten die meisten Jeans-Garne Fremdfasern. Elasthan ist hier der Klassiker, aber auch Polyester wird mittlerweile oft mit Baumwolle gemischt.
Für Stretch-Garn werden Baumwollfasern oder ein Gemisch aus Baumwollfasern mit Polyester um einen Elasthan-Kern herum gesponnen. Deshalb unterscheiden sich die Oberflächen von Stretch-Jeans nicht von denen ohne Stretch.
Teilweise besteht die Garn-Seele von Stretch-Denim zusätzlich aus einem Polyester-Strang. Dieser macht den Stoff reißfester und formstabiler.
Vergleichsweise selten wird Baumwolle mit Leinen oder Hanf gemischt. Dieses Mischen erfolgt beim Spinnen des Garns. D.h., dass ein Teil der zum Spinnen verwendeten Fasern neben Baumwolle aus Leinen- bzw. Hanf ist.
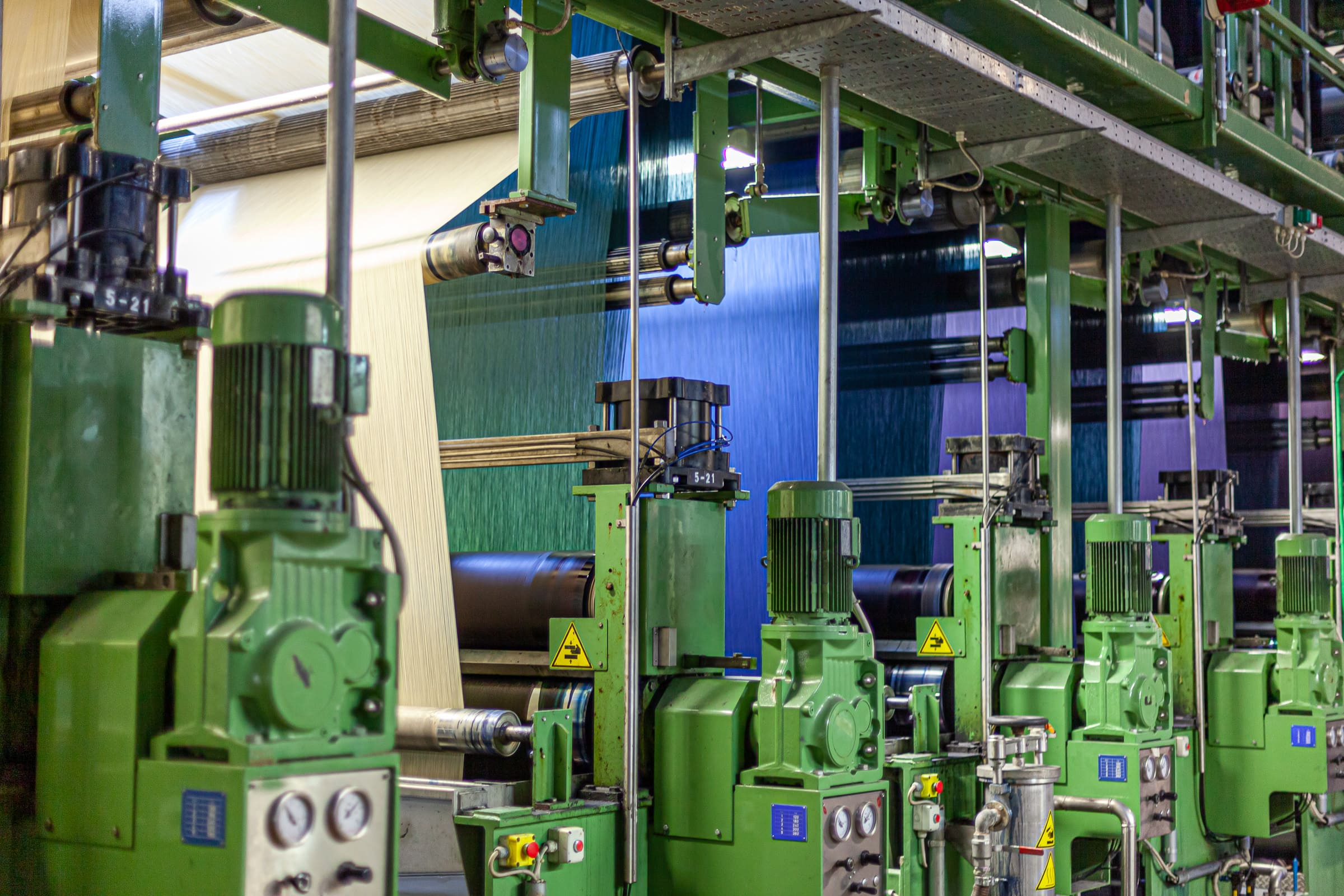
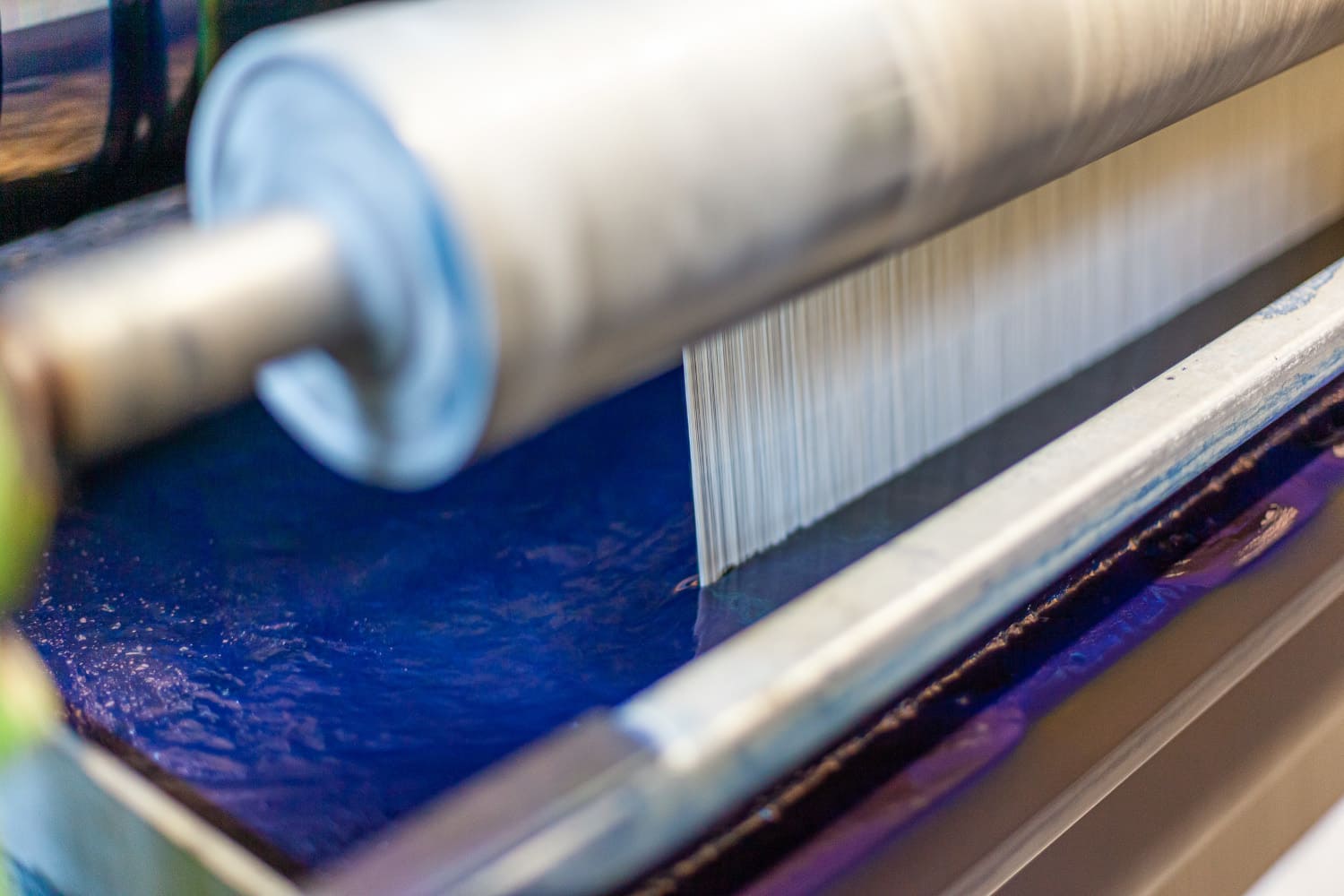
Färben
Für Jeans wird typischerweise das Garn gefärbt. So besteht der Stoff für die klassische Blue Jeans aus einem blauen, indigo-gefärbten Garn und einem naturbelassenen Garn. Als Farbstoff für Blue Jeans kommt in den allermeisten Fällen synthetisches Indigo zum Einsatz. Denim, der mit natürlichem Indigo gefärbt wurde, ist extrem selten. Das Färben mit natürlichem Indigo ist vergleichsweise anspruchsvoll. Außerdem kostet Indigo, das aus einer Pflanze gewonnen wurde, ein Mehrfaches im Vergleich zum synthetischen Indigo (Faktor ca. 10:1).
Indigo ist ein schlechter Farbstoff, der nicht ohne weiteres in die Baumwollfaser eindringt. Bei den traditionellen Färbeverfahren werden deshalb chemische Hilfssubstanzen benötigt. Diese sind ein Grund, warum die Jeansindustrie als besonders schmutzig gilt. Mittlerweile verwenden einige Färber Verfahren, die auf den Einsatz bedenklicher Chemikalien verzichten. Ein Beispiel ist die Smart Indigo Technologie. Bei dieser werden neben Elektrizität nur Sodawasser und Indigo-Pigmente benötigt. Allerdings sind derzeit (2023) von den weltweit etwa 3.000 Färbereien nur 9 Unternehmen nach diesem Verfahren lizenziert [jeans-preise].

Übrigens ist Stofffärbung bei Jeans unüblich. Stattdessen werden einige Jeans erst nach der Konfektion gefärbt bzw. nochmal gefärbt (Stückfärbung). Mit diesem Overdyeing lassen sich interessante Designs umsetzen. Im Vergleich zum klassischen Färben des Garns ist Stückfärbung bei Jeans jedoch selten.
Stoffherstellung
Jeansstoff wird im Webverfahren hergestellt. Der Klassiker ist die Köperbindung, die dem Denim-Gewebe seine unverwechselbaren Eigenschaften gibt: hohe Dichte und Festigkeit. Für Blue Jeans wird meist ein Indigo-gefärbter Kettfaden und ein naturbelassener Schussfaden verwendet. In einem anderen Artikel spreche ich über die Details der Herstellung von Jeansstoffen. Die aus meiner Sicht wichtigsten Kriterien für die späteren Stoffeigenschaften sind
a) die Qualität des verwendeten Garns und
b) die Art der Webmaschine ..
.. wobei die Garne die Stoffqualität am meisten beeinflussen. Die verwendete Webmaschine entscheidet letztlich nur darüber, ob der produzierte Jeansstoff eine geschlossene oder eine offene Webkante aufweist. Die bis in die 1970er Jahre gebräuchlichen Webstühle produzieren schmale Stoffbahnen mit geschlossener Webkante, das sogenannte Selvedge Denim. Moderne Webmaschinen erzeugen fast doppelt so breite Stoffbahnen mit offener Webkante. Die allermeisten heute produzierten Jeansstoffe sind Non-Selvedge Denim. Dieser kann qualitativ genauso gut sein wie Selvedge Denim. Selvedge Denim ist seltener, exklusiver, teurer und zudem an der Stoffkante gut zu erkennen. In einem anderen Artikel gehe ich im Detail auf die Produktion von Selvedge Jeans und ihre Vor- und Nachteile gegenüber Non-Selvedge ein.

Entwurf
Der Einfachheit halber unterscheide ich bei den Akteuren der Jeansproduktion zwischen Hersteller und Produzent. Hersteller sind jene Unternehmen, die gegenüber den Endkunden sichtbar sind. Wobei ein Hersteller auch mehrere Label/Marken haben kann. Produzenten übernehmen die eigentliche Produktion. Grob gesagt bestimmt der Hersteller vor allem Design, Stil und Preisrahmen für eine Jeans. Die Produzenten fertigen die Jeans nach diesen Vorgaben an.
Ausgangspunkt sind in jedem Fall der Entwurf für das neue Jeansmodell. Praktisch setzen sich dafür Hersteller und Produzent an einen Tisch und der Hersteller erklärt seine Vorstellungen hinsichtlich:
- Schnitt
- Stoff
- Ausstattung (Knöpfe, Nieten, Reisverschluss, Selvedge oder Non-Selvegde, Garnfarben – und stärken, …)
- Design (Waschungen, Destroys, ..)
- Größen
- Stückzahl
- ggf. Anforderungen an eine umweltschonende und sozial verantwortungsvolle Herstellung
In vielen Fällen übernimmt ein Konfektionsunternehmen oder eine Agentur die Rolle des Produzenten. Stoffhersteller und Wäscherei werden bei Bedarf hinzugezogen.
Die eigentliche Gestaltung einer Jeans, der Entwurf, ist meistens das Produkt aus einer Zusammenarbeit zwischen Hersteller und Produzent. Oft dienen Modelle der Konkurrenz als Vorlage.
Ist alles besprochen, beauftragt der Hersteller beim Produzenten die Anfertigung eines Musters.
Musterherstellung
Die Produktion eines Musters ist teuer, da es sich immer um Einzelstücke oder sehr kleine Stückzahlen handelt. Das Hauptproblem der Musterherstellung ist jedoch, dass ein Muster sich praktisch immer vom späteren Serienmodell unterscheiden wird. Dies hat mehrere Gründe: Die meisten Produzenten betreiben eine eigene Musterproduktionsstraße. Hier werden andere Maschinen eingesetzt als bei der späteren Serienproduktion. Außerdem obliegt die Mustererstellung den besonders erfahrenen Mitarbeitern. Ähnlich sieht es in der Wäscherei aus. Laser und Handveredlung lassen sich gut für Muster machen, die Wäsche in einer Waschtrommel mit 70 anderen Jeans eher nicht. Hier ist viel Erfahrung gefragt.
Ausnahmen sind übrigens Raw Jeans, die in kleinen Betrieben hergestellt werden. Sehr kleine Betriebe stellen Muster auf der eigentlichen Produktionsstraße her. Außerdem entfällt der Waschprozess. Deshalb sind Muster für Raw Jeans aus Kleinstfertigung identisch zum späteren Serienmodell.
Ein Beispiel für die Wichtigkeit eines Musters ist mein eigenes Modell bMS 2306, eine Raw Selvedge Jeans aus deutscher Fertigung. Ich habe nach und nach insgesamt vier Muster herstellen lassen. Beim ersten Muster war ich mit dem Stoff nicht zufrieden. Das zweite Muster habe ich etwa drei Monate getragen und mich dann auch gegen diesen neuen Stoff entschieden. Das dritte Muster habe ich ein halbes Jahr getragen. Jetzt war ich sicher, dass Stoff und Schnitt genau das sind, was ich will. Das vierte Muster wurde benötigt, um Design-Details final abzustimmen. Insgesamt hat dieser Prozess fast ein Jahr gedauert. Dies ist natürlich ein Ausnahme. Meistens sind Musterherstellung und Entscheidung zur Produktion eine Sache von einigen Wochen.
Zuschnitt und Schneiderei
Beim Zuschnitt und der Schneiderei, also der Konfektion, wird aus dem Stoff die fertige Roh-Jeans hergestellt.
Der erste Schritt ist der Zuschnitt der einzelnen Stoffteile der Jeans. Die kann entweder mit einer von Hand geführten Tischstoffsäge oder auf einem computergesteuerten Schneidtisch erfolgen. Beim manuellen Verfahren ist die Anzahl gleichzeitig schneidbarer Stoffbahnen mit bis zu 10 Lagen gering. Beim Schneidtisch können, je nach Stoffstärke, auch 70 Bahnen in einem Durchgang geschnitten werden.
Eine Five-Pocket Jeans besteht, je nach Anzahl der Schlaufen, aus etwa 18 einzelnen Jeansstoffteilen. Damit es in der Produktion kein Durcheinander gibt, werden diese Stoffteile nach dem Zuschnitt gekennzeichnet.
Veredlung und Wäsche
Jede Jeans ist nach ihrer Konfektionierung erstmal neu und sieht auch neu aus. Neue, unbehandelte Blue Jeans sind meist gleichmäßig dunkelblau, eine schwarze Jeans meist gleichmäßig schwarz usw. Die meisten Verbraucher bevorzugen jedoch Jeans, die beim Kauf bereits “used” aussehen. Viele mögen sehr helle Jeans, anderen ist der Vintage Look sehr wichtig. Die allermeisten geben einer Jeans mit weicher Haptik den Vorzug vor einem brettharten Modell. Praktisch ist es heute noch genauso wie vor 50 Jahren: neue Jeans, die wie neue Jeans aussehen sind uncool. Zumindest für die meisten Kunden. Deshalb betreiben Jeans-Hersteller sehr viel Aufwand, neue Jeans alt aussehen zu lassen. Aufhellen und künstliches Altern von Jeans sind Aufgaben der Jeans-Wäschereien. Die verschiedenen Arbeitsschritte in der Wäscherei sind von Jeans-Modell zu Modell unterschiedlich. Im Durchschnitt sind die Kosten für Veredlung und Wäsche in etwa genauso hoch wie die Kosten für das Schneidern [jeans-preise].
Folgende Techniken sind üblich:
Nass-Wäsche
Ozon-Wäsche
Erweiterte Ozon-Wäsche
Enzym-Wäsche
Laser
Einsatz von Bleichmitteln
Manuelle Veredlung
Sandstrahlen
Bei jeder dieser Techniken, egal ob nachhaltig und/oder Umwelt-, Material- und Energie-schonend, entsteht Abrieb. Meist in Form von Abwasser und Staub. Das Abwasser enthält Farbpigmente, Textilfasern und Waschmittel. Dazu kommen Chemikalien, die bei den vorherigen Produktionsschritten oder bei der Veredlung verwendet wurden.
Wäsche und Veredlung sind Spitzenkräfte, wenn es darum geht, den Ruf der Jeans als Ergebnis einer besonders dreckigen Industrie zu festigen. Aus diesem Grund unternehmen einige Unternehmen besondere Anstrengungen, diesen Prozess sauberer zu gestalten.
Nass-Wäsche mit Waschsteinen
Die Wäsche einer Jeans in einer industriellen Anlage ähnelt der Wäsche im privaten Haushalt. Nur das für die Wäscherei statt der Reinigung vor allem zwei Dinge im Vordergrund stehen:
- Aufhellung des Stoffes aus Design-Gründen (z.B. bei der Stone-Wäsche)
- Einlaufen der Jeans, so dass diese bei der privaten Haushaltswäsche nicht mehr einläuft
Das Hinzufügen von Wasch-Steinen zur Wäsche ist der Klassiker schlechthin. Je nach gewünschtem Effekt werden verschiedene Materialien unterschiedlicher Größe verwendet: von Kieselstein-großen, festen Steinen bis zu Handballen-großen weichen, fast schwammartigen Brocken. Je nach Material entsteht bei dieser Wäsche mehr oder weniger Abrieb. Zum einen natürlich vom Jeansstoff und zum anderen von den Steinen. Bei einigen neuen Jeans findest du noch Reste solchen Abriebs, z.B. in den Jeanstaschen.

Ökologisch ausgerichtete Wäschereien können aufgrund der Einschränkungen bei der Auswahl der Chemikalien nicht die gleichen optischen Effekte erreichen wie konventionelle Wäschereien. Dies muss beim Entwurf der Jeans berücksichtig werden. Ist ein sehr heller Farbton das Ziel, darf die ursprüngliche Farbe des Stoffes nicht zu dunkel sein. In diesem Fall kommen nur Stoffe infrage, die weniger intensiv gefärbt wurden.
Ozon-Wäsche
Bei der Jeans-Veredlung wird Ozon (O3) zum Aufhellen des Stoffes verwendet. Ozon ist ein Umwelt- und Material-freundliches Bleichmittel.
Praktisch werden die zu bleichenden Jeans in einer Industriewaschmaschine nass gewaschen, wobei das Wasser mit Ozon versetzt wurde.
Vorteile der Ozon-Wäsche im Vergleich zur herkömmlichen Nasswäsche [ozon-fading-techniques]:


Erweiterte Ozon-Wäsche
Bei der erweiterten Ozon-Wäsche wird während des Waschvorgangs durch eine Düse Ozon auf das Waschgut gesprüht. Mit dieser Technik lassen sich ungleichmäßigere etwas ungleichmäßigere Auswaschungen erzielen, als bei der einfachen Ozon-Wäsche.
Enzym-Wäsche
Enzyme sind lebende Kulturen, die z.B. aus Bakterien oder Pilzen gewonnen werden.
Die Wäsche mit Cellulases, einem Cellulose-abbauenden Enzym, ist die Umwelt- und Material-freundliche Alternative zur Verwendung von Waschsteinen. Dem Waschwasser werden Enzyme zugesetzt, die die Oberfläche des Jeansstoffes zersetzen. Letztlich tritt der gewünschte Aufhellungseffekt ein, wenn der Stoff bei der Wäsche aneinander reibt. Dieser Effekt kann durch Steine oder Stahlkugeln verstärkt werden. Enzym-Wäsche führt zu sehr ähnlichen Effekten wie klassisches Stone-Washing. Es ist Material-schonender, aber teurer. [enzyme-washing]
Vorteile der Enzym-Wäsche im Vergleich zur Verwendung von Waschsteinen:
Laser
Der Einsatz von Lasern bei der Jeansveredlung ist mittlerweile Industriestandard. Zumindest bei den eher hochwertigen Modellen. Beim Lasern werden die oberen Stoffschichten der Jeans unterschiedlich stark verbrannt. Je stärker der Grad der Verbrennung, desto mehr wird die ursprüngliche Farbe der Baumwolle wieder sichtbar. Damit können nahezu beliebige Designs umgesetzt werden.
Dies ist auch einer der Vorteile der Lasertechnik. Außerdem kommen beim Lasern keine Chemikalien zum Einsatz und es wird kein Wasser verbraucht. Nachteil der Lasertechnik sind die Kosten. Typischerweise wird beim Lasern nach Zeit bezahlt. Je länger der Laser pro Jeans braucht, desto teurer ist der Vorgang.
Nach dem Lasern wird die Jeans gewaschen. Das ist notwendig, um den beim Lasern angefallenen Verbrennungsstaub auszuwaschen und außerdem das endgültige Einlaufen des Stoffe vorwegzunehmen.
Einsatz von Bleichmitteln
Wenn einzelne Bereiche der Jeans, z.B. die Oberschenkel, besonders stark aufgehellt werden sollen, kommen Laser oder Bleichmittel zum Einsatz. Bleichmittel sind Chemikalien, die meist händisch mittels Sprühflaschen auf den Stoff aufgebracht werden. Je nach verwendeten Chemikalien und der Betriebsausstattung ist dieser Vorgang für die Arbeiter mehr oder weniger gesundheitsschädlich. Nach dem Bleichen muss die Jeans gewaschen werden, um die aufgebrachten Chemikalien wieder zu entfernen. Die ausgespülten Bleichmittel machen am Ende einen Teil des Abwasser-Chemiecocktails aus.
Manuelle Veredlung
Mit dieser Technik lassen sich Effekte erzielen, die mit der Wäsche alleine nur schwer oder gar nicht machbar sind und für die auch ein Laser ungeeignet oder zu teuer ist. Ein Klassiker der manuellen Veredlung sind partielle optische Aufhellungen im Seitenbereich der Jeans. Eine übliche Technik ist, den Stoff an den gewünschten Stellen zusammen zu tackern. Durch die anschließende Wäsche, nach dem Entfernen der getackerten Klemme, ist der Stoff an dieser Stelle sichtbar kontrastreicher als der Rest der Jeans. Die exponierten Stellen des Stoffes sind besonders hell gewaschen. Die geschützten Stellen sind dunkel geblieben. Ein anderer Einsatzfall ist das manuelle Aufhellen der Jeans im Bereich der Sitzfalten mit Drahtbürste oder Schleifstein.
Sandstrahlen
.. ist der Bad Guy der Jeans Veredlung schlechthin. Keine Technik genießt einen derart schlechten Ruf. Zu Recht! Sandblasting ist in Europa wegen der nachgewiesenen Schädigung der Lunge bei den Arbeitern (“Staublunge”) seit 2004 verboten. Die Jeans-Veredlung mittels Sandstrahlen sollte deshalb heutzutage bei der europäischen, türkischen und nordafrikanischen Jeansproduktion keine Rolle mehr spielen. Ob es in Asien, dem Zentrum der weltweiten Jeansproduktion, noch Sandstrahlen in größerem Ausmaß gibt, weiß ich nicht.
Reinigung des Abwassers
Nur wenige besonders umweltbewusste Wäschereien verfügen über eine eigene Wiederaufbereitung ihres Abwassers. Ideal ist eine eigene Kläranlage. Allerdings schränkt diese umweltschonende Abwasseraufbereitung die Optionen in den vorhergehenden Produktionsschritten der Jeansherstellung ein. Es dürfen nur solche Stoffe verwendet werden und bei der Veredlung nur solche Chemikalien eingesetzt werden, bei denen während der Veredlung ein Abwasser entsteht, mit denen die Mikroorganismen der Kläranlage klarkommen. Weisen die Jeans Reste giftiger Chemikalien auf, z.B. vom Färben oder Bleichen, können diese Chemikalien in der Kläranlage zum kompletten Absterben der Reinigungsbakterien führen. Ein Absterben der Reinigungsbakterien ist DER Supergau für jede Kläranlage und kann eine solche Anlage für Wochen lahmlegen.



Die einzigen Jeans übrigens, die nie eine Industriewäscherei von innen gesehen haben, sind Raw Jeans. Diese seltenen Denims haben eine kleine, aber sehr treue Anhängerschaft. Zu Recht: eine Raw Jeans bildet mit der Zeit wunderbare individuelle Tragespuren heraus. Jede eingetragene Raw Jeans hat einen einzigartigen Charakter. Und .. die Produktion einer solchen Jeans ist deutlich umweltschonender als bei vorgewaschenen Modellen, da der schmutzige künstliche Alterungsprozess entfällt.
Endproduktion
Nach der Veredlung der Roh-Jeans in der Wäscherei haben wir eine fast fertige Jeans. Die finalen Schritte der Jeansproduktion finden wieder beim Konfektionsunternehmen statt:
- Bügeln
- Anbringen von Nieten, Knöpfen und Reißverschluss
- Anbringen des Labelpatches
- Qualitätskontrolle inkl. Ausmessen jeder einzelnen Jeans
- Verpackung und Versand
Danke!
Ich bedanke mich bei Sascha Hümbeli von TORLAND Jeans, der mir im Juni 2023 die Teilnahme am Besuch verschiedener Produktionsbetriebe in der Region Izmir (Türkei) ermöglicht hat. Außerdem danke ich Sascha für seine fachliche Beratung!

Mein herzlicher Dank gilt auch den Verantwortlichen bei SARP Jeans, BARTA Jeans, Egemen und Denge Yikama für den ausgesprochen freundlichen Empfang und das geduldige Beantworten meiner vielen Fragen.
Quellen und weitere Links
[textileworld] Sustainable Denim Production Using Open-End Versus Ring Spun Yarn (January 30, 2023)
[stretch-denim] Video über die Produktion von Stretch-Denim
[polyester-jeans] Video über die Produktion von Jeans mit Polyester-Anteil
[jeans-preise] Warum gibt es so große Preisunterschiede bei Jeans – Betrachtung der Produktionskosten
[ozon-fading-techniques] Ozone Fading Techniques for Denim Finishing
[enzyme-washing] Denim Enzyme Wash Process
- So vermeidest du Waschstreifen auf deiner Jeans - April 19, 2024
- Jeans-Figuren basteln - März 22, 2024
- Tipp: Das kanns du tun, wenn das Knopfloch deiner Jeans zu eng ist - Februar 20, 2024





-768x256.jpg)